Металлопрокат
 Хотите купить металлопрокат высокого качества?
Хотите купить металлопрокат высокого качества?
Нужны регулярные поставки для реализации ответственного проекта?
Ищите надежного поставщика и доступные цены на металлопрокат?
Компания «Металл-Магнит» реализует высококачественный металлопрокат различных видов, размеров оптом и в розницу со склада в Москве на 41-ом км. МКАДа. Мы отгружаем и доставляем продукцию в любую точку Москвы и Московской области, предлагаем гибкие условия сотрудничества и скидки. В партнерстве с Микрозайм.ру
Сортамент



О нас
Мы имеем многолетний опыт работы на профильном рынке и выполняем поставку широкого сортамента металлопроката. Деятельность нашей фирмы основана на долгосрочных прямых договорах с российским заводами-изготовителями, поэтому мы предлагаем минимальные цены на металлопрокат без многослойных торговых накруток.
Основополагающий принцип нашей работы — своевременная и качественная поставка строительных материалов, от этого во многом зависит успех реализации проекта. Мы располагаем необходимыми производственными, техническим и складскими возможностями, квалифицированным персоналом для четкого соблюдения условий поставки.
Мы готовы предложить:
- индивидуальный подход к каждому клиенту;
- долгосрочное сотрудничество и гибкие условия по контракту;
- качественный металлопрокат от ведущих изготовителей;
- точное соблюдение графика поставки металлопродукции;
- в случае некондиции — быстрая рекламация и замена.
За годы плодотворной работы наша компания завоевала авторитет надежного поставщика металлопроката, накопила уникальный опыт в этой сфере и постоянных клиентов.

Наша продукция
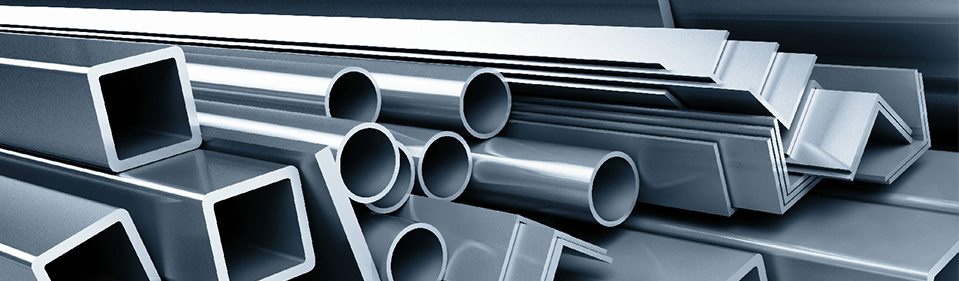
Металлопрокат — изделия разной формы и размеров, получаемые путем холодной, теплой или горячей прокатки металла или сплавов на прокатных станках. Наиболее востребованы такая продукция в строительстве, топливной энергетике, сельском хозяйстве, машиностроении и других отраслях промышленности.
Каталог нашей продукции включает более 250 наименований изделий металлопроката от ведущих металлургических заводов-изготовителей. Продукция из металла изготовлена в строгом соответствии с требованиями ГОСТ на каждый параметр изделия и при тщательном производственном контроле.
Виды металлопроката:
- сортовой:
- листовой;
- трубы.
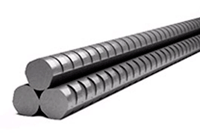
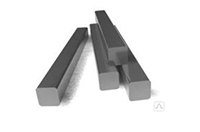
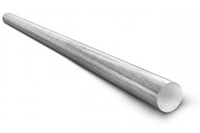
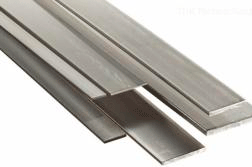
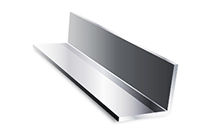
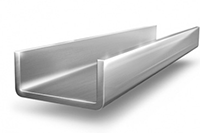
Сортовой металлопрокат производится с использованием горячей прокатки: квадраты, полосы, круги стальные со сплошным сечением или уголки стальные, швеллера, двутавры, строительная арматура с фигурным сечением. Изготавливается из различной стали в зависимости от пожеланий заказчика.
На нашем сайте можно купить сортовой прокат от производителя любого типоразмера.
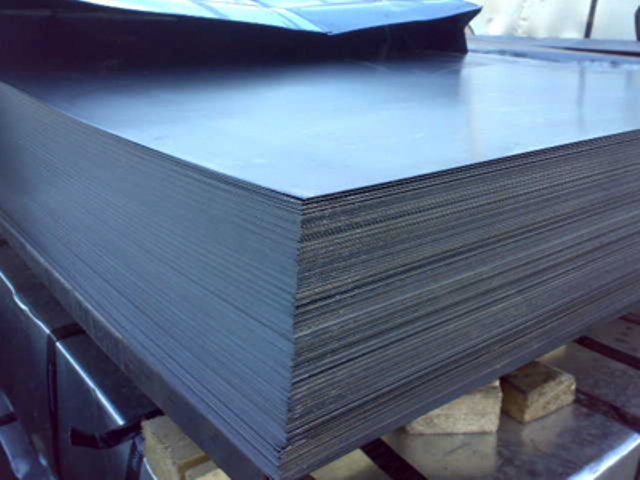
Листовой металлопрокат — пластины из стали различной толщины и размеров. широко используется в машиностроительной отрасли, энергетике, строительной индустрии. К этой категории относятся:
- холоднокатанные;
- горячекатанные;
- оцинкованные.
Холоднокатанный листовой прокат изготавливается холодной прокаткой. Широко применяется в машиностроении и как заготовки для производства сортового проката. Листы х/к поддаются вытяжению, могут быть нормальной, глубокой вытяжки или другой показатель по желанию клиента. Листовой х/к прокат имеет глянцевую, шероховатую или рифленую поверхность, отпускается в листах либо рулонах.
Прокат горячекатаный — это листовая углеродистая сталь после высокотемпературной обработки. Выпускается в рулонах и листах. Наша компания предлагает купить прокат горячекатанный г/к и ходотнокатанный х/к от производителя по низким ценам. Ознакомьтесь с ассортиментом продукции в нашем каталоге.
Оцинкованный лист используется для изготовления труб, деталей, конструкций, кровельных материалов, внешней отделки помещений. Обладает высокой прочностью, но при этом легкий. Прослужит десятки лет без потери качеств, не подвержен коррозии, механическим воздействиям, неблагоприятным погодным условиям. Отпускается в листах или рулонах. На нашем сайте вы сможете купить оцинкованный лист с доставкой в любой регион РФ.
Мы реализуем трубный прокат различного назначения, размера, внутреннего и наружного диаметра, толщиной стенки, сечения. При производстве труб применяются различные методы — прокатка, сварка, спайка, прессование, литье.

Сортамент трубного проката представлен:
- электросварной;
- водогазопроводной;
- профильной трубой.
Трубы электросварные (э/с) прямошовные используются при строительстве трубопроводных сетей. Изготавливаются из низколегированной или углеродистой стали, при диаметре изделий менее 57 мм выпускаются без швов, но более этой величины могут иметь один поперечный шов.
Водогазопроводные трубы (ВГП) стальные поставляются с оцинкованным покрытием и резьбой или без них. Исходя из толщины стенки различают толстостенные, средние и тонкостенные ВГП. Трубы имеют усиленный сварной шов. Более подробную информацию об ассортименте труб можно получить в нашем каталоге.
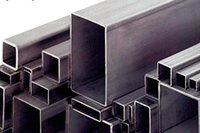
Труба профильная востребована при изготовлении металлоконструкций. Форма сечения может быть различной — квадратной, прямоугольной или многоугольной. На нашем сайте можно заказать профильную трубу любого размера и длины с доставкой по РФ.
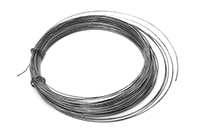
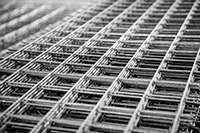
Наша компания реализует проволоку вязальную из качественной стали различного диаметра, а также сетку кладочную.

Продажа металлопроката в розницу
В нашем интернет магазине можно купить металлопрокат небольшими партиями в розницу. Для этого нужно оформить заказ на сайте, используя систему добавления выбранного товара в корзину и оформления электронного заказа. Уточнить все детали поставки, осведомиться о наличии товара и сделать заказ вы сможете подъехав на базу, расположенную МКАД 41 км (схема проезда) либо связаться с нашим менеджером по контактному телефону +7 (963) 639-30-04. Обращаем ваше внимание, что мы выполняем резку металла под любые размеры и выполняем доставку партии автомобильным или железнодорожным транспортом.
Продажа металлопроката оптом
Наша компания — динамично развивающийся металлоцентр с репутацией добросовестного и надежного поставщика. Высокий уровень производственной и технической оснащенности позволяет нам выполнять оптовые поставки качественного металлопроката для комплектования строительства инвестиционных объектов, в том числе реализации крупных и масштабных проектов.
Наше предприятие заинтересовано в постоянных клиентах и оптовых продажах, поэтому мы устанавливаем гибкую ценовую политику и предоставляем скидки на большие партии товара (от нескольких тонн). Размер конкретной скидки определяет индивидуально.

Цены на металлопрокат
Цена металлопроката, будь то расчет за метр или тонну, зависит от множества внешних и внутренних факторов, таких как вид проката, тип материалов, форма изделий, марка и качество стали, сезонность, объем партии. На стоимость поставки также оказывает влияние способ доставки (ж/д или автомобиль) и удаленность объекта. В какие затраты выльется тот или иной объем закупки определяется индивидуально по каждой сделке, но мы смеем утверждать, что наши цены самые адекватные и имеют минимальную торговую наценку.
Узнайте стоимость вашей партии металлопроката, оформив электронный заказ, или позвоните нашему менеджеру по контактному телефону.
Доставка металлопроката
Ежедневно наша компания осуществляет отгрузку десятков и сотен тонн металлопродукции. Мы выполняем доставку груза автомобильным транспортом в любой район Москвы и Московской области благодаря организованной транспортной логистике и собственному парку техники. По желанию заказчика мы организуем экспедиционное сопровождение груза сотрудниками компании.
Доставка металлопроката и труб производится оперативно. Мы понимаем, что от соблюдения сроков поставки материалов зависит реализация различных проектов и дорожим свей репутацией.
Подготовка и резка металлопроката
В нашем каталоге указаны стандартные размеры трубного и металлического проката. Если вам необходимы другие размеры мы выполним резку изделий точно по вашим размерам с использованием современного оборудования и ленточных пил. Достаточно заблаговременно сообщить требуемые габаритные показатели при оформлении договора или приобретении металлопроката в розницу.
